Par Antonin le jeudi 25 août 2016, 12:39 - Lien permanent
Ce document a été créé à partir de la fiche technique de fabrication TP1 réalisée par Alain BRIMONT.
METHODE DE FABRICATION
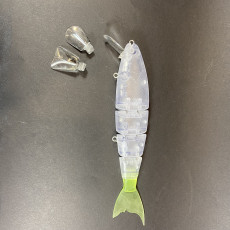
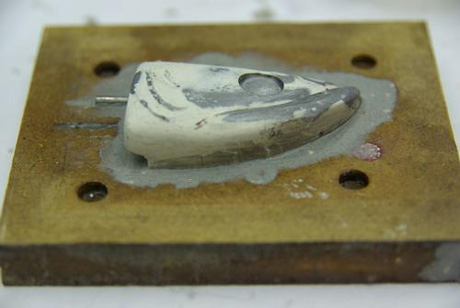
1 - le master
Pour réaliser ce moule il faut disposer d'un master, ici une tête plombée de 200g pour gros shads destinés à la pêche profonde en mer.

2 - réalisation de la boîte
Les matériaux nécessaires à la réalisation de la boîte dans laquelle sera coulée la 1ère coque en RTV:
- un fond en bois (médium, contreplaqué, etc...) découpé à la forme légèrement agrandie du master et percée de 4 trous de guidage;
- des côtés en contreplaqué (CP);
- de la Plastiline.
Les parties en bois sont paraffinées à chaud pour un meilleur aspect de surface et un démoulage plus aisé.

3 - la première demi-coque
Mise en place de la Plastiline dans le fond et sur le pourtour de la découpe.

Introduire le master dans la Plastiline.

Découper, enlever l'excédent de Plastiline et régler la hauteur du master de manière à ce que le plan de joint se trouve au niveau de son milieu.

Nettoyer le master et lisser la Plastiline à l'aide d'un pinceau imbibé d'essence F.

Veiller à ce que la démarcation master/Plastiline soit aussi "nette" que possible.
Monter les côtés à 1 cm environ du master.

Assurer l'étanchéité avec de la Plastiline ou bien avec de la paraffine chaude.

Préparer la quantité de RTV Plomb nécessaire en mesurant le volume de la boîte (pour la hauteur ajouter +/- 7 mm à l'épaisseur du demi master) et considérer une densité de 1.5 pour le RTV. Ne pas tenir compte du volume du demi master, il compensera les pertes de RTV sur les parois du récipient et les accessoires de mélange.

Après avoir passé par sécurité une mince couche de vaseline sur le master (indispensable si le master lui-même est en silicone), le RTV est coulé immédiatement en le versant lentement dans un angle de la boîte, afin qu'il mouille et recouvre progressivement le master sans inclusion de bulles d'air.

Après durcissement on procède au démoulage de la 1ère demi-coque.

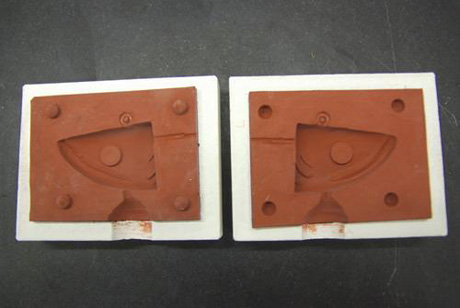
4 - la deuxième demi-coque
Enduire les côtés du demi moule de vaseline et reformer une boîte avec les morceaux de CP précédemment utilisés, après avoir éliminé les restes de paraffine et/ou de Plastiline. Cette fois le montage sera effectué à la Plastiline, afin de pouvoir maintenir une certaine pression entre le CP et le RTV. Appliquer ensuite une mince couche de vaseline à la surface du silicone en insistant sur les jonctions CP/RTV et master/RTV.

Préparer et couler la même quantité de Silicone RTV Plomb.

Laisser polymériser puis démouler.

Percer un trou au foret à bois à l'emplacement choisi pour le remplissage (pour un moule de ce poids le diamètre est de 5mm).
En option, on pourra creuser une gorge sur le pourtour de chaque demi-coque, elle servira à les maintenir dans les moules de renfort en plâtre.
Pour les moules importants (60/70g et plus), elle permet de rigidifier le RTV et évite qu'il ne se déforme lors du serrage des demi-coques et pendant la coulée du plomb dont la température fait gonfler le RTV. Vous pouvez néanmoins remplacer ces coques de renfort par des plaques rigides que vous placerez de part et d'autre du moule avant serrage de la presse de maintien. Pour les moules de volumes inférieurs (jusqu'à 60g), leurs dimensions sont telles que les patins des presses de serrage sont généralement assez grands pour obtenir une pression à peu près homogène sur l'ensemble de la surface du plan de joint.

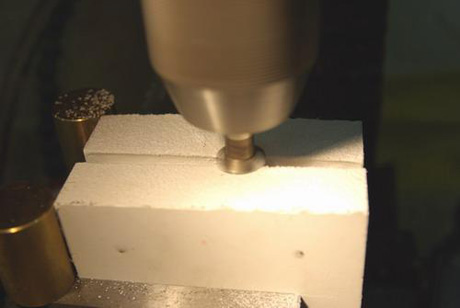
5 - assemblage
Après séchage et refroidissement, assembler les 2 demi-coques et fraiser le cône de coulée.
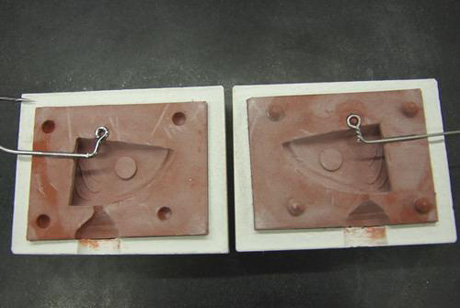
Prolonger les empreintes de la hampe de l'hameçon par des saignées fines, afin que le plomb ne s'écoule pas lors de la coulée, si on remplace l'hameçon par une corde à piano plus fine. Le moule est prêt.
6 - coulage du plomb
Talquer soigneusement les empreintes sans oublier les cônes de coulée.

Mettre en place l'hameçon ou la corde à piano (ici en 140/100).
Maintenir les 2 demi-coques en légère pression et couler le plomb.

Les résultats.

L'état du moule après quelques coulées.